Định nghĩa đầu kẹp ?
Đầu kẹp dao phay là một thành phần trong quá trình gia công có chức năng kẹp (cặp), giữ cho dao phay cố định taị chỗ. Mục đích của nó là giữ dụng cụ ở vị trí chính xác và chắc chắn nhất có thể, bởi độ đảo gia tăng trong quá trình gia công, cụ thể là quá trình quay của đầu kẹp mà mắt thường thường không nhìn thấy và cảm nhận được có thể làm hỏng kết quả gia công hoặc làm gãy dụng cụ cắt gọt của bạn.
Đầu kẹp dao thông thường sẽ bao gồm 3 phần cơ bản:
- Tiêu chuẩn côn khi lắp lên máy phay
- Kiểu kẹp để kẹp dụng cụ cắt gọt
- Đuôi chuột hay còn gọi là Pull Stud Bolt (lần bộ phận kết nối đầu kẹp và máy phay)
-
Bầu kẹp Collet
Là loại đầu kẹp được rất nhiều xưởng gia công cơ khí trong nước lựa chọn. Loại đầu kẹp này rất đa năng do có thể kẹp được nhiều loại dao cụ với nhiều kích thước khác nhau bằng cách thay đổi collet. Độ kẹp tốt phù hợp cho các ứng dụng gia công thô. Nó cũng dễ tìm mua với chi phí đầu tư thấp.
Tuy nhiên đầu kẹp ER Collet có nhược điểm là thời gian để thay đổi dao cụ lâu, độ cân bằng thiếu ổn định.

-
Bầu kẹp dao phay
Được thiết kế để dùng riêng cho dao phay. Loại đầu kẹp này có ưu điểm là thay đổi mũi phay khá đơn giản và nhanh chóng. Đồng thời nó cũng có độ đảo và độ cân bằng tốt. Lực kẹp tốt giúp giữ dao phay chắc chắn.

-
Bầu kẹp thủy lực
Loại đầu kẹp này cung cấp độ cứng vững và độ đảo chính xác cao, lại đa dạng về chiều dài và tháo lắp cực kỳ nhanh, nhanh nhất trong các loại đầu kẹp. Thiết kế phần đầu của loại bầu kẹp thủy lực cũng rất thon gọn nên dễ tránh va chạm trong gia công.
Dẫu vậy, đầu kẹp thủy lực vẫn có nhược điểm là áp lực kẹp bị giảm sau một thời gian sử dụng nhất định, khiến khả năng kẹp dao bị giảm.

-
Bầu kẹp nhiệt
Đầu kẹp nhiệt giữ dao cụ bằng cách áp dụng công nghệ co rút theo nhiệt độ để kẹp chắc công cụ cắt. Trước khi lắp dao cụ, đầu kẹp nhiệt cần được làm nóng để có thể đưa dao cụ vào lỗ kẹp, sau khi đầu kẹp được làm mát thì cả đầu kẹp và dao cụ giống như một khối duy nhất giúp cho độ cứng vững của đầu kẹp nhiệt rất cao.
Có lực kẹp vững chắc, độ cân bằng cao và đường kính thon nhỏ nên đầu kẹp nhiệt lý tưởng cho gia công 5 trục, phay cuối, gia công khuôn chính xác, gia công ở tốc độ cao. Tuy nhiên sử dụng đầu kẹp nhiệt khá phức tạp vì cần đến máy gia nhiệt và nhiều thao tác tháo lắp nên mất nhiều thời gian. Ngoài ra có thể gây bỏng cho người vận hành, cũng như không được đa năng do mỗi đầu kẹp chỉ có thể kẹp được một cỡ dao duy nhất.

-
Bầu kẹp taro ren
Chuyên dụng cho các mũi taro để taro ren, đầu kẹp taro ren giúp cho quá trình tạo ren được diễn ra ổn định hơn, chính xác hơn, hạn chế được lỗi gãy mũi taro so với cách sử dụng những đầu kẹp loại khác.

-
Bầu kẹp tăng tốc
Bằng cách sử dụng đầu tăng tốc, có thể tăng gấp nhiều lần tốc độ tiêu chuẩn của trục chính máy gia công. Điều này giúp gia công tốc độ cao ở ngay trên những máy gia công thông thường mà không cần đến những máy đắt tiền, vừa đảm bảo tính kinh tế lại vừa tăng hiệu quả gia công.
Cách chọn bầu kẹp dao cho máy phay
Có 2 kiểu bầu kẹp khoan cơ bản:
1/ Bầu kẹp mũi khoan có chìa vặn
Được sáng chế bởi A.L Jacobs năm 1902). Bạn có thể nhìn thấy Bầu kẹp này được sử dụng ở tất cả các máy khoan cơ. Độ đảo từ 0.003 đến 0.004 inch (0.075 đến 0.1 mm).

2/ Bầu kẹp mũi khoan không chìa vặn
Có 2 loại đầu kẹp mũi khoan không chìa vặn
+ Loại siết bằng tay bằng khóa móc C và loại siết bằng tay bằng cờ lê. (được sáng chế bởi Albrecht năm 1908) và loại Bầu kẹp khoan này phổ biến đến hôm nay. Có độ đảo từ 0.0015 inch (0.04 mm).

+ Trong 2 kiểu bầu kẹp khoan cơ bản thì kiểu bầu kẹp khoan không có chìa vặn là loại sẽ giúp bạn gia công lỗ khoan với dung sai khắc khe.
+ Với 2 kiểu bầu kẹp khoan cơ bản này chúng ta sẽ có thể kẹp được tất cả các loại mũi khoan xoắn bằng thép có bên dưới. Và chúng ta chỉ mất giây lát để thay đổi mũi khoan.
+ Đường kính mũi khoan có thể kẹp được từ khoảng 1/32 inch đến 1/2 inch (khoảng 1 mm đến 13 mm) và còn nhiều cỡ kích thước khác nữa.
+ Không nên sử dụng để kẹp dao khoan carbide vì dao quá cứng nên có xu hướng làm dao quay trong bầu kẹp.
+ Bảo dưỡng đơn giản.
+ Hai kiểu bầu kẹp này được thiết kế dùng để kẹp dao khoan. Không nên sử dụng để kẹp dao phay ngón. Phần đầu của bầu kẹp khoan được gắn với thân đầu kẹp bằng góc cone. Nên khi gia công phay sẽ làm cho đầu bầu kẹp bị rời ra.

3/Bầu kẹp mũi phay Weldon
Bầu kẹp có rãnh phẳng, gắn ốc: Được sáng chế bởi Carl A.Bergstrom năm 1918. Ông cũng là người đã sáng chế ra dao phay ngón rãnh xoắn 30 độ
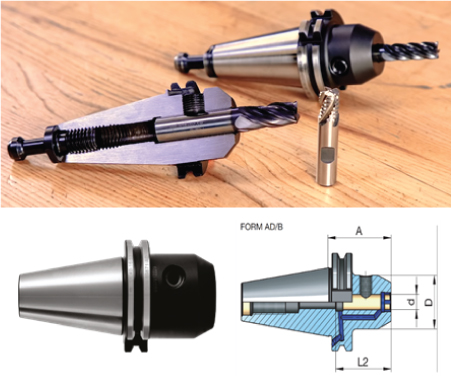
+ Với kiểu cán dao này tính linh hoạt không tốt. Mỗi kích cỡ dao sẽ cần một cán dao riêng biệt.
+ Và loại có gắn ốc một bên như vậy rất hiệu quả khi kẹp chặt, nên chúng ta có được một cán dao có lực kẹp thật đáng kinh ngạc.
+ Tuy nhiên chúng ta đã mài mòn một lượng lớn trên thân dao và lỗ khoan một bên của cán dao. Cơ cấu này không được cân bằng tốt. Bởi vậy nếu không có những dụng cụ đặc biệt để cân bằng thì chúng ta không thể gia công với tốc độ lớn hơn 10.000 vòng/phút. Vì vậy độ cân bằng không phải là điểm mạnh.
+ Độ đảo của cán Weldon là rất lớn.
+ Các công ty dao cụ cho biết rằng nếu cán dao có độ đảo lớn thì tuổi thọ dao cụ sẽ có thể giảm đi 50%.
* Một quy tắc trong nghành công nghiệp là với 1/10000 inch độ đảo (tức là 2 đến 3 micron) sẽ làm giảm 10% tuổi thọ của dao cụ.
+ Bảo dưỡng đơn giản.
+ Giá thành đối với cán dao Weldon thì rất tuyệt, nó rẻ hơn 5 lần so với các loại khác. Bởi vì giá cán dao này không đắc nên bạn cần phải nghĩ đến tuổi thọ dao. Nếu bạn tiêu hao quá nhiều dao thì cán dao đã làm bạn tiêu tốn quá nhiều dao hơn những gì bạn nghĩ.
+ Nếu bạn đang cần để kẹp mũiTaro thì bầu kẹp này không tốt, bạn không nên dùng.
+ Bầu kẹp này dùng cho dao phay ngón, không dùng cho mũi khoan. Trừ khi có những mũi khoan làm riêng cho bầu kẹp này.
4/ Bầu kẹp dao gia nhiệt

+ Không có những nhược điểm của cán dao Weldon (cán dao có ốc bên cạnh).
+ Cán dao này tròn hoàn hảo, trơn tru ở tất cả các hướng bởi vì nó không có chỗ để bắt ốc.
+ Dụng cụ cắt bản thân nó không cần có rãnh phẳng. Nên có thể làm tròn tuyệt đối. Thật dễ dàng cân bằng. Do đó cán dao này sẽ có thể chạy ở tốc độ cao nhất của máy, ổn định và không rung lắc. Với cán dao gia nhiệt độ đảo sẽ là tuyệt vời.
+ Bảo dưỡng cũng rất bình thường như các loại cán dao khác. Nó không có những chi tiết chuyển động, thỉnh thoảng chúng ta cần sử dụng bàn chảy để làm sạch các bụi bẩn tích lũy bên trong lỗ.
+ Khoảng không cho gia công ở cán gia nhiệt là rất tốt, đặc biệt là trong gia công 5 trục. Phần đầu rất nhỏ giúp chúng ta có thể tiến gần đến chi tiết gia công mà không sợ bị va chạm vào đồ gá.
+ Ở nhiệt độ bình thường thì dao không thể nào vừa với cán dao. Cán dao nhỏ hơn dao. Để lắp dao vào cán chúng ta lắp cán dao vào máy gia nhiệt: Nó sẽ được nung nóng ngay lập tức bằng một vòng cảm ứng, điều này diễn ra rất nhanh. Chúng ta cầm lấy dao và để vào trong cán dao. (Chú ý phải đeo găng tay để không bị bỏng). Thời gian làm nguội toàn bộ khoảng 10 phút hoặc hơn.
+ Một nhược điểm của cán dao gia nhiệt là thời gian làm nguội, bạn sẽ mất nhiều thời gian.
+ Tuy nhiên cũng có máy gia nhiệt đặc biệt thì sau khi gia nhiệt cán dao khi đã lắp dao vào và toàn bộ sẽ nguội ngay lập tức trong vài giây. (Máy có ngăn chứa dung dịch làm nguội).
+ Một hạn chế nửa của cán dao gia nhiệt là mỗi kích thước dao ta phải dùng một cán riêng. Nếu chúng ta có 10 kích cỡ thân dao khác nhau thì chúng ta phải cần 10 cán gia nhiệt. So sánh với cán dao ER nó có thể đi cùng với bất cứ kích cỡ nào, chúng ta chỉ cần 10 kích cỡ collet.
+ Dung sai thân dao thích hợp cho cán dao gia nhiệt: h7 là tốt, còn tốt nhất là nên h6.

+ Sự tương thích của cán dao gia nhiệt không phải là thế mạnh. Không có cán gia nhiệt loại phù hợp cho tất cả các kích cỡ. Nó là loại cán một kích cỡ cho một dao.
+ Bây giờ tới chuyện chi phí, trên thực tế giá cán dao này khá hợp lý không quá đắt.
+ Khi mua máy gia nhiệt các bạn chắc chắn phải hiểu về máy gia nhiệt trước khi mua. Vì một số máy không phù hợp với dao thép gió tốc độ cao.
5/ Bầu kẹp dao ER
+ Với kiểu cán dao này tính linh hoạt tốt. Mỗi kích thước dao chúng ta chỉ cần thay đổi 1 collet phù hợp với đường kính dao.
+ Bầu kẹp ER được dùng phổ biến trong hầu hết các xưởng gia công. Nó là loại cán dao hữu dụng, là cán dao có độ đảo tốt, có lực kẹp tốt, tính linh hoạt tốt.
+ Độ cân bằng rất tốt.
+ Lời khuyên cho bạn đối với cán dao ER là chọn đúng kích cỡ collet cho nó.
+ Sử dụng collet nhỏ nhất có thể được cho thân dao. Nếu sử dụng thân dao có đường kính 12 mm thì sử dụng collet 11-12 mm chứ không nên sử dụng collet 12-13 mm.
+ Hãy chắc chắn collet đã được siết đủ lực, đều này có ảnh hưởng đến mọi thứ kể cả độ đảo.
+ Quan trọng nhất là chắc chắn rằng mọi thứ đều sạch và khô khi bạn lắp loại cán dao này.
+ Nói về lực kẹp khi sử dụng collet ER. Sử dụng nắp chống trượt hay nắp bạc đạn để có thể tăng 50% lực giữ so với loại nắp thường.
+ Collet ER thực sự có hiệu quả về chi phí.
+ Yêu cầu bảo dưỡng phải được huấn luyện nhiều hơn so với các loại cán dao kiểu 1,2,3,4.

6/ Bầu kẹp dao phay kiểu Collet trụ.
+ Với kiểu cán dao này tính linh hoạt tốt. Mỗi kích cỡ dao thì chúng ta cần 1 collet trụ phù hợp với đường kính dao.
+ Nếu bạn tháo một bầu kẹp dao phay ra, bạn có thể thấy từng hàng ổ bi đũa. Được lắp lỏng trên một vòng để chúng đúng vị trí. Và được bôi trơn bằng mỡ. Các ổ bi đũa nằm ở giữa nắp cone và thân cone của cán dao.
+ Bạn sẽ tự hỏi không biết cái gì giữ nắp lại, không cho nó xoay.
+ Bản thân các ổ bi đũa này không có gì đặc biệt. Nó thậm chí không được cone. Nhưng cái vòng mà các vòng bi lắp lỏng trên thì rất độc đáo. Nó giữ các vòng bi ở một góc và thay đổi góc nghiêng. Những bi lắp theo kiểu này sẽ có chức năng như ren trong cái nắp.
+ Nếu ta vặn theo kim đồng hồ nó bắt đầu leo theo góc cone bám chặt vào nắp và thân, nén chặt thân cán dao vào dao.
+ Hoạt động cơ học này tạo cho chúng ta một lực kẹp không thể tin được. Có thể tạo ra lực kẹp lớn gấp 5 lần so với bầu kẹp collet ER.
+ Độ đảo tốt hơn ER.
+ Thích hợp phay nặng, cần momen hơn cho lưỡi cắt lớn hơn.
+ Chiều dài cán dao dài nên cán dao hạn chế đối với dao phay ngón, vì sẽ gây ra hiện tượng sần bề mặt.
+ Cũng giống như các cán dao khác khi lắp dao vào cán thì mọi thứ phải sạch và khô.
+ Không vặn chặt loại cán dao này khi không có dao bên trong. Nó có thể làm hỏng cán dao và đều này cũng áp dụng cho các cán dao kiểu 1,2,3,4,5.
+ Bầu kẹp phay kiểu collet trụ thuộc dòng sản phẩm cao cấp nên về chi phí bầu kẹp sẽ đắt hơn.
+ Yêu cầu bảo dưỡng phải được huấn luyện nhiều hơn các cán dao khác vì có nhiều chi tiết lắp với nhau.

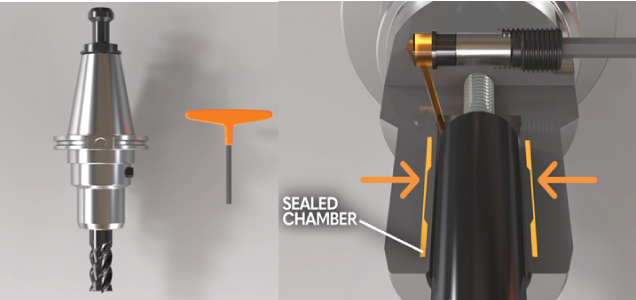
7/ Bầu kẹp dao thủy lực
+ Cán dao này hoạt động theo một cách khác hẳn. Nó sử dụng dầu thủy lực, loại dầu mà bạn có thể thấy trong hệ thống phanh xe hơi.
+ Chúng có độ đảo tuyệt vời nhỏ hơn 1/1000 inch (nhỏ hơn 3 micron)
+ Có lực kẹp tốt.
+ Một nhà bán hàng muốn giới thiệu bạn 1 con dao, chẳng hạn như 1 con dao khoan. Họ không muốn bạn chạy với cán dao có độ đảo lớn. Do đó họ sẽ cho bạn mượn 1 cán dao thủy lực để chạy thử con dao.
+ Kết quả là dao của họ gia công đạt tuổi thọ tuyệt vời. Có phải dao của họ quá tốt đúng không?. Dao của họ tốt nhưng phải có sự kết hợp. Muốn tốt phải thử cả một bộ cán và dao, không phải chỉ thử con dao.
+ Cán dao thủy lực có tính năng khử rung rất tốt. Bằng cách siết ốc vào lỗ dầu, dầu thủy lực được đẩy vào hệ thống đến các khoang xung quanh dao. Áp suất sẽ ép lên xung quanh dao giữ nó đúng vị trí.
+ Giống như bầu kẹp dao phay, có nhiều ống lót có thể sử dụng cho phép chúng ta lắp được nhiều kích cỡ dao.
+ Cán dao này là cán dao cao cấp nên giá của nó cũng nói lên đều đó.
- CHƯƠNG TRÌNH KHUYẾN MÃI MUA INSERT TẶNG HOLDER (27.12.2022)
- Nguyên nhân, cách khắc phục sự cố khi gia công tiện (13.12.2022)
- Làm sao để tăng tuổi thọ của dụng cụ cắt gọt trong quá trình gia công cơ khí (13.12.2022)
- Làm thế nào để chọn lựa mũi khoan phù hợp (17.11.2022)
- Các thông số giúp tối ưu chế độ cắt Phay - tiện trong gia công cơ khí (16.11.2022)
- Độ nhám bề mặt và những điều cần biết (15.11.2022)
- Ưu nhược điểm và Ứng dụng của Phay thuận, phay nghịch (15.11.2022)
- Các lưu ý khi lựa chọn dao phay trong gia công cơ khí (15.11.2022)
- Dựa vào đâu để chọn số me cắt dao phay phù hợp (14.11.2022)
- Những điều cần biết về dung sai trong cơ khí (14.11.2022)